








New production plant for phosphate fertilizers. Innovative and sustainable production concept.
The challenge: reliability for 60,000 tons of annual capacity
Sustainability and resource-saving action is a mandatory task and more important than ever before. This topic is dedicated to our customer, who has developed an innovative process to make previously lost nutrients usable and thus conserve the environment and valuable resources.
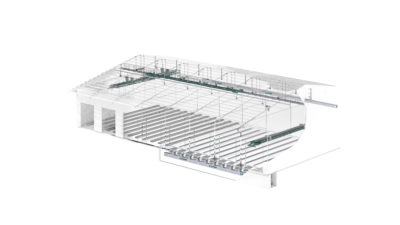
From the very beginning, we were allowed to be a part of the process and to incorporate our knowledge into the engineering of the flat storage hall. In addition to the engineering, the order included the complete hall distribution system, including installation and commissioning via the control system.
Approximately 60,000 tons of phosphate fertilizer are produced annually at the new building. In addition to the special and abrasive bulk material, the high mileage of the plant posed a particular challenge. The plant is designed for a multi-shift production process and therefore requires enormous reliability of the conveyor technology used.
As the storage hall is directly adjacent to the production building, the construction project required special safety concepts.
The challenges
- Production of 60,000 tons of fertilizer
- Abraisve product features
- 24/7 – operating hours
- Safety concept


The implementation: engineering to commissioning
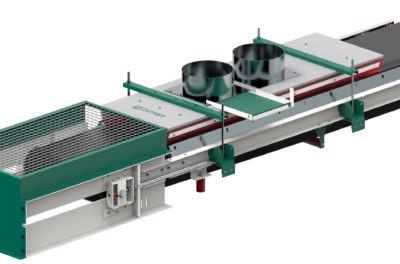
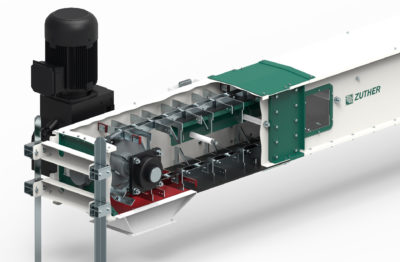
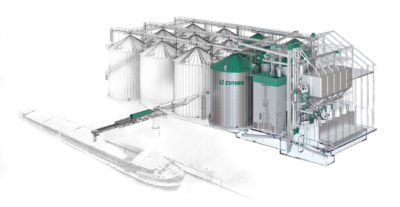
Zuther’s flat storage concept has already proven itself in many different applications. The customer was also convinced by the sophisticated concept and the reliable application. We supervised the installation of the hall distribution system, which consists of partially movable trough conveyor belts, from engineering to successful commissioning. The installed system achieves a capacity of 100 t/h of fertilizer per hour and enables feeding of the flat storage hall by utilizing the existing storage capacities. A total of 120 meters of conveyor belt (650mm width) are installed in the plant.
The risk of corrosion and wear, due to the abrasive bulk material, was counteracted with a special fertilizer coating. The economic operation of the plant is ensured by the high level of automation of the entire conveyor system, which makes it possible to operate the plant in a way that is easy on personnel and thus keeps operating costs low.
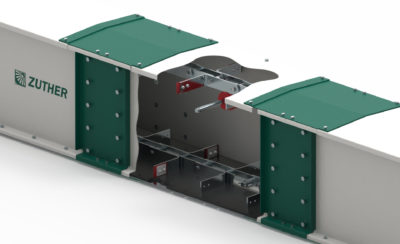
In order to meet the high fire protection requirements, a fire protection bulkhead was also included in the Zuther scope of supply. With the help of several thermal sensors, the bulkhead ensures complete isolation from the production building and prevents the rapid spread of fire.
A 45m long inspection catwalk allows optimal access to the installed conveyor technology and thus ensures regular and proper maintenance. In order to prevent accidents, the entire conveyor technology is maintained by Zuther within the framework of a maintenance contract. We guarantee our customer compliance with the necessary maintenance intervals and offer a shortened response time in the event of an accident.
We thank for the project and are pleased to have contributed to the sustainable production of phosphate fertilizer.
The implementation
- Troughed conveyor belts
- moveable conveyor system
- Special fertilizer paint
- Firewall
- Maintenance concept
- low operating costs
- Proven flat storage concept
- Engineering & Project Management
- Maintenance software sFIX